化工行业解决方案
为化工企业提供专业的膜分离技术解决方案,实现节能减排与资源高效利用

行业挑战
化工行业在生产过程中面临着诸多挑战:废酸废碱处理成本高、环境压力大;高盐废水难以处理;有机物与无机盐分离困难;能耗高、资源利用率低等问题。传统处理方法往往效率低、成本高、污染重,难以满足日益严格的环保要求和企业降本增效的需求。
核心应用场景
废酸回收
技术方案:采用CHEMJOY®扩散渗析膜技术
利用扩散渗析膜对酸和金属盐的选择性透过特性,在无需外加能源的情况下,实现酸的回收和金属盐的分离。回收后的酸可直接返回生产流程使用,大幅降低原料成本。
- ✓ 适用酸类:硫酸、盐酸、硝酸、磷酸等
- ✓ 回收率:≥90%
- ✓ 能耗:无需外加电源,仅循环泵能耗
- ✓ 经济效益:投资回收期1-2年
盐浓缩与精制
技术方案:采用电渗析(ED)技术
通过离子交换膜的选择透过性,在电场作用下实现盐的浓缩、脱盐和精制。可将稀盐水浓缩到高浓度,去除有机杂质,提高产品纯度,适用于各类无机盐生产。
- ✓ 适用盐类:氯化钠、硫酸钠、氯化钙等
- ✓ 浓缩倍数:3-10倍
- ✓ 脱盐率:≥95%
- ✓ 产品纯度:工业级或食品级
有机酸生产
技术方案:采用双极膜电渗析(BMED)技术
利用双极膜的水解离功能,将有机酸盐溶液转化为有机酸和碱,实现盐转酸工艺。相比传统硫酸化法,无需添加硫酸,不产生副产物硫酸钠,产品纯度高,生产过程清洁环保。
- ✓ 适用产品:柠檬酸、乳酸、葡萄糖酸等
- ✓ 转化率:≥95%
- ✓ 产品纯度:≥99%
- ✓ 无副产盐产生,环境友好
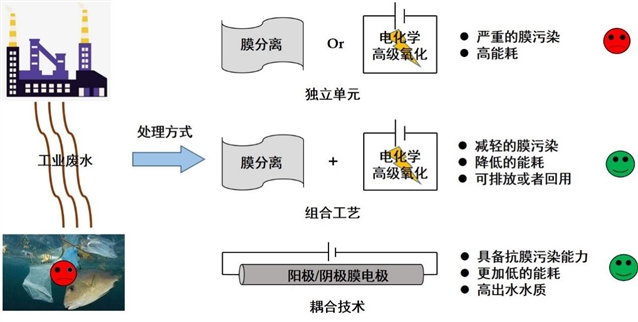
化工废水处理
技术方案:多种膜技术组合应用
针对化工废水成分复杂、处理难度大的特点,采用"预处理+膜分离+深度处理"组合工艺,实现废水达标排放或回用,资源化利用其中的有价值组分。
- ✓ 高盐废水脱盐浓缩
- ✓ 有机废水COD去除
- ✓ 重金属离子分离回收
- ✓ 废水零排放解决方案
方案优势
降低成本
回收利用废酸废碱,减少原料采购成本;降低废水处理费用
绿色环保
无二次污染;能耗低;符合清洁生产要求
高效节能
自动化程度高;处理效率高;运行成本低
成功案例
某精细化工企业废酸回收项目
项目背景:
该企业生产过程中产生大量含铁硫酸废液(废酸浓度3-5%,含Fe²⁺约10g/L),每天产生100吨。传统处理方式是中和后排放,不仅浪费硫酸资源,还产生大量含铁污泥,处理成本高。
解决方案:
采用CHEMJOY®扩散渗析膜系统,设计处理能力120吨/天。系统采用模块化设计,配置10个扩散渗析膜组件,总膜面积500m²。
项目效果:
- 硫酸回收率达95%以上
- 回收硫酸浓度4-4.5%,可直接回用于生产
- 年节约硫酸成本约200万元
- 污泥产生量减少90%
- 设备投资回收期约1.5年
客户评价:
"科佳的扩散渗析系统运行稳定,操作简单,维护方便。不仅为我们节约了大量原料成本,还解决了废酸处理的环保难题,真正实现了经济效益和环境效益的双赢。"